







Это оборудование в основном используется для резки отбракованных стальных заготовок, квадратной стали, двутавровых балок, швеллеров, стальных труб и крупных легких металлических конструкций из стали в металлолом, подходящий для загрузки в печь. Это идеальное оборудование для сталелитейных заводов, цветной металлургии, точного литья и производителей сырья.
| Технические параметры портальных ножниц Q91Y-1000 ступенчатых многолезвийных (лезвие 2,5 м) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | Цилиндр резки | Главный цилиндр | YG480/340-1250 | Ход | 1250 мм | 500×2=1000 тонн | ||||
| Макс. усилие | 5000 кН×2 | Количество | 2 шт. | |||||||
| 2 | Прижимной цилиндр | Модель | YG280/200-1500 | Ход | 1500 мм | 170×2=340 тонн | ||||
| Макс. усилие | 1700 кН×2 | Количество | 2 шт. | |||||||
| 3 | Толкающий цилиндр | Модель | YG250/180-8000 | Ход | 8000 мм | 49 тонн | ||||
| Макс. усилие | 490 кН | Количество | 1 шт. | |||||||
| 4 | Перекидной цилиндр | Модель | YG180/120-600 | Ход | 600 мм | 55×3=165 тонн | ||||
| Макс. усилие | 550 кН | Количество | 3 шт. | |||||||
| 5 | Рабочее давление масла | 28.5 МПа (резка) / 10 МПа (подача) | ||||||||
| 6 | Размеры бункера для материала (длина × ширина × высота) | 8000×2400×1000 мм (с крышкой) | ||||||||
| 7 | Общая ширина нижнего лезвия/количество сегментов нижнего лезвия/минимальное отверстие резки | 2500 / 6 / 620 мм | ||||||||
| 8 | Ширина × длина разгрузки разрезанного материала (регулируемая) | 400×(100~400) мм | ||||||||
| 9 | Способ подачи | Гидравлический толкатель | ||||||||
| 10 | Мощность двигателя основного оборудования | 3×92 кВт | ||||||||
| 11 | Угол резки | 10 градусов | ||||||||
| 12 | Максимальный диапазон резки (δb ≤ 450 МПа) | Стальной лист: 5 слоев, 10 x 1600 мм | Центральное положение лезвия | |||||||
| 13 | Количество резов | Приблизительно 3 раза/минуту (теоретическое значение без нагрузки) | ||||||||
| 14 | Сервомотор | Модель | ESMG2-92D20CD-A3A1F | Макс. скорость | 2000 об/мин | |||||
| Номинальная мощность | 92 кВт | Количество | 3 шт. | |||||||
| 15 | Высокоскоростной гидравлический насос | Модель | A4VS0250+A4VS0250 | Номинальное давление | 35 МПа | |||||
| Номинальная подача | 500 мл/об | Количество | 3 шт. | |||||||
| 16 | Маслоохладитель | Тип охлаждения | Охлаждение компрессором кондиционера | Количество | 1 шт. | |||||
| Номинальное давление | 1.6 МПа | Холодильная мощность | 60000 ккал | |||||||
| 17 | ПЛК | Siemens, Германия | ||||||||
| 18 | Гидравлический клапан | Высокопроизводительный интеллектуальный картриджный клапан (Jining Taifeng) | ||||||||
| 19 | Датчик давления | Schneider (оригинальный импорт) | ||||||||
| 20 | Примечания |
|
||||||||




(Насосная станция портальных ножниц 1000 тонн)




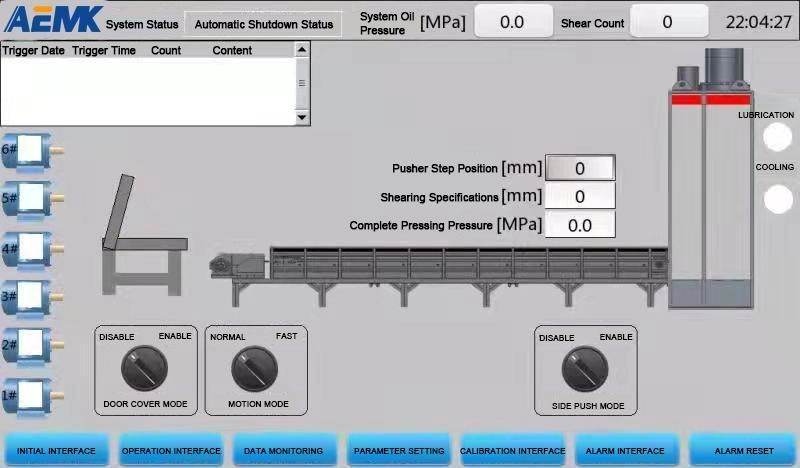
(Интерфейс системы управления)

(Скос обоих концов стальной трубы)

(После травления и фосфатирования внутренней поверхности стальной трубы)



Copyright © 2018-2025 AEMK MACHINE CO.LTD