







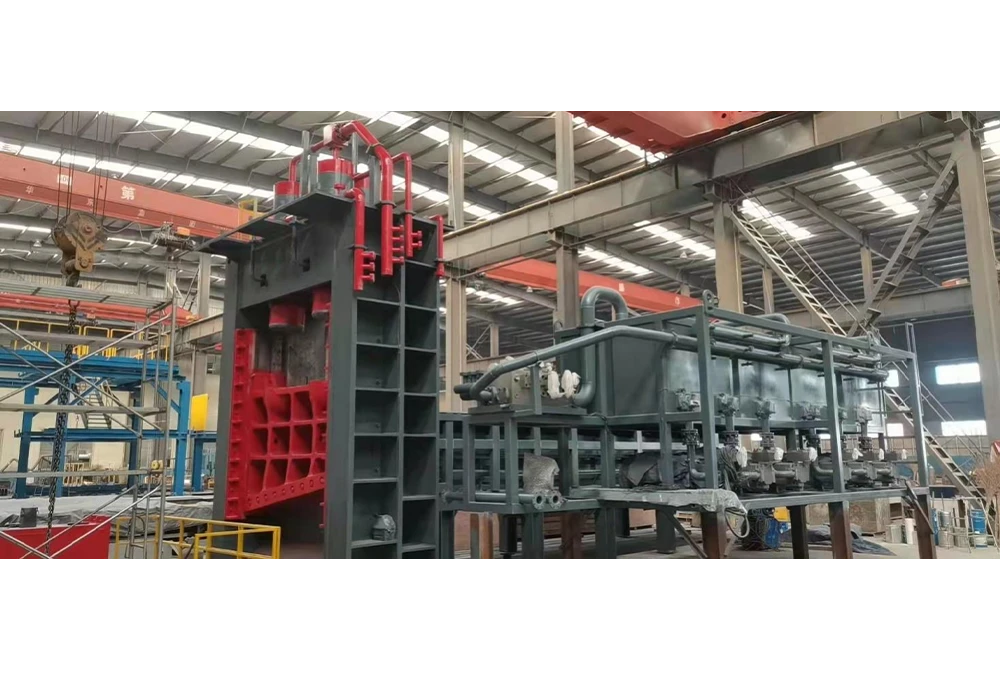
Это оборудование в основном используется для резки отбракованных стальных заготовок, квадратной стали, двутавровых балок, швеллеров, стальных труб и крупных легких металлических конструкций из стали на металлолом, пригодный для загрузки в печь. Оно идеально подходит для сталелитейных заводов, предприятий цветной металлургии, отрасли точного литья и производителей сырья.
| I. Технические параметры портальных ножниц Q91Y-1000 для переработки металлолома | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | Цилиндр резки | Главный цилиндр | YG480/340-1060 | Ход | 1060 мм | 500×2=1000 тонн | ||||
| Макс. усилие | 5000 кН×2 | Количество | 2 шт. | |||||||
| 2 | Прижимной цилиндр | Модель | YG280/200-1510 | Ход | 1510 мм | 170×2=340 тонн | ||||
| Макс. усилие | 1700 кН×2 | Количество | 2 шт. | |||||||
| 3 | Толкающий цилиндр | Модель | YG250/180-8000 | Ход | 8000 мм | 49 тонн | ||||
| Макс. усилие | 490 кН | Количество | 1 шт. | |||||||
| 4 | Перекидной цилиндр | Модель | YG180/120-600 | Ход | 600 мм | 55×2=110 тонн | ||||
| Макс. усилие | 550 кН | Количество | 2 шт. | |||||||
| 5 | Рабочее давление масла | 28.5 МПа (резка) / 10 МПа (подача) | ||||||||
| 6 | Размеры короба для материала (длина × ширина × высота) | 8000×2000×900 мм (с крышкой) | ||||||||
| 7 | Длина нижнего лезвия / минимальный зазор / максимальный зазор резки | 2100 / 680 / 1000 мм | ||||||||
| 8 | Способ подачи | Гидравлический толкатель | ||||||||
| 9 | Мощность двигателей основного оборудования | 3×92 кВт | ||||||||
| 10 | Угол реза | 10 градусов | ||||||||
| 11 | Максимальный диапазон резки (δb≤450 МПа) | Круглая сталь: φ180 мм | Среднее положение лезвия | |||||||
| Квадратная сталь: 150×150 мм | ||||||||||
| Стальной лист: 90×1000 мм | ||||||||||
| 12 | Количество резов | Около 3 раз/минуту (теоретическое значение без нагрузки) | ||||||||
| 13 | Сервомотор | Модель | ESMG2-92D20CD-A3A1F (Huichuan) | Макс. скорость | 2000 об/мин | |||||
| Номинальная мощность | 92 кВт | Количество | 3 шт. | |||||||
| 14 | Гидравлический насос | Модель | KD-A4VS0250 + A4VS0250 (Guangdong Keda) | Номинальное давление | 35 МПа | |||||
| Номинальный рабочий объём | 500 мл/об | Количество | 3 шт. | |||||||
| 15 | Маслоохладитель | Тип охлаждения | Охлаждение компрессором кондиционера | Количество | 1 шт. | |||||
| Номинальное давление | 1.6 МПа | Холодопроизводительность | 100000 ккал | |||||||
| 16 | ПЛК | Siemens, Германия | ||||||||
| 17 | Гидравлический клапан | Высокопроизводительный интеллектуальный картриджный клапан (Jining Taifeng) | ||||||||
| 18 | Датчик давления | Schneider (оригинальный импорт) | ||||||||
| 19 | Примечания |
|
||||||||

(Цилиндр резки)

(Сервомотор Shenzhen Huichuan)
(Высокоскоростной аксиально-поршневой насос)

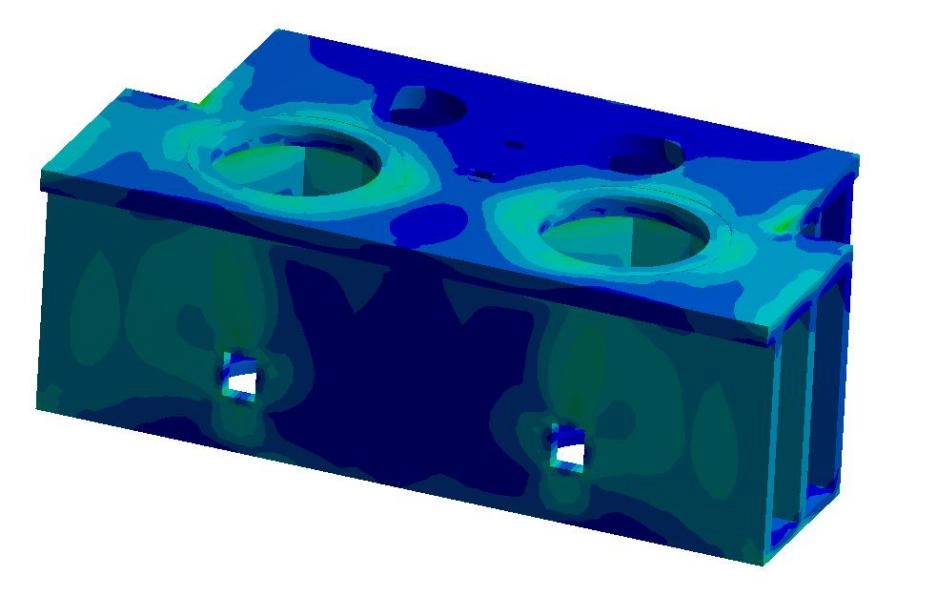
(Гидравлический клапанный блок Jining Taifeng)



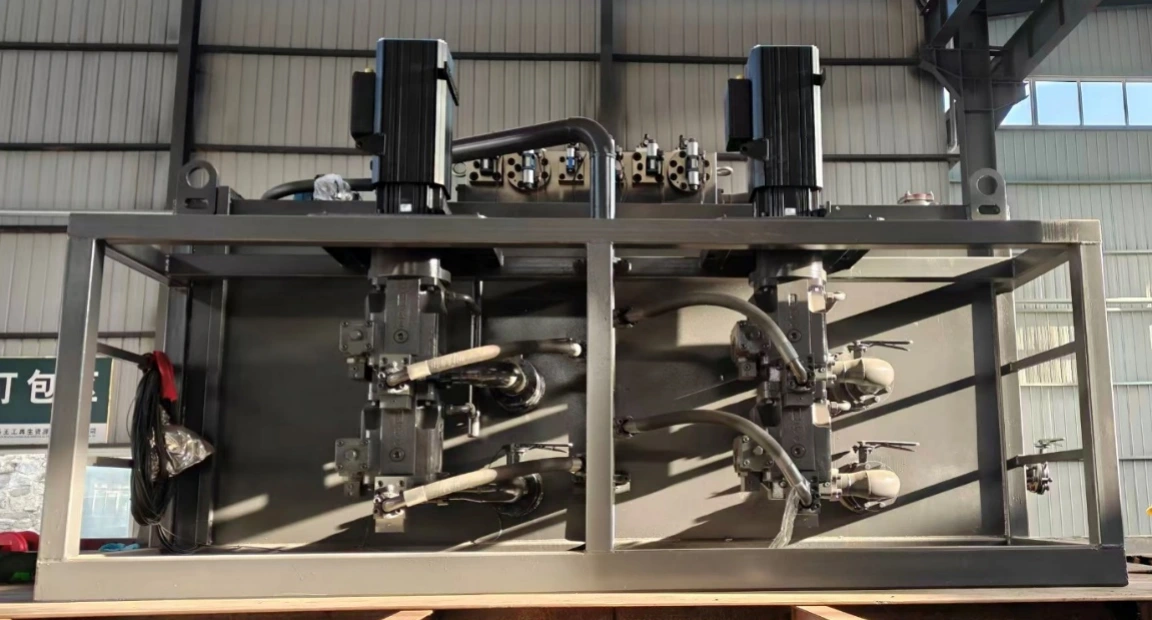
(Насосная станция портальных ножниц на 1000 тонн)







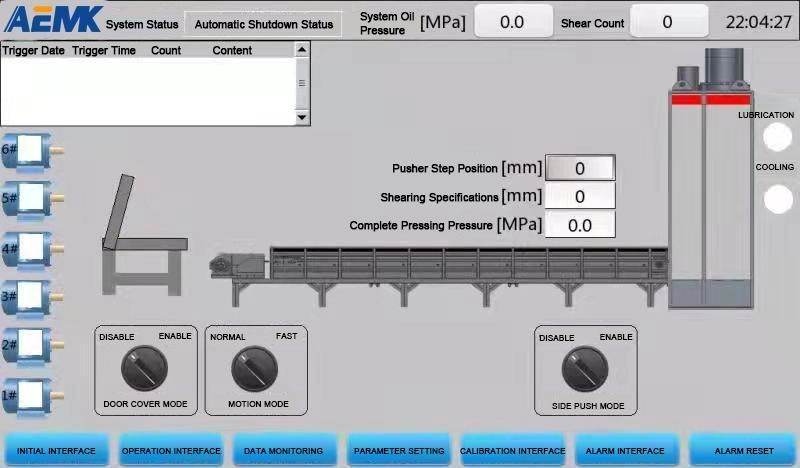
(Интерфейс системы управления)

(Стальная труба со скосами на обеих сторонах)

(После травления и фосфатирования внутренней поверхности)


Copyright © 2018-2025 AEMK MACHINE CO.LTD